The challenge of e-mobility: transfer to assembly - measures for clean assembly of high-voltage vehicle batteries
In 2019 and 2020 CleanControlling supported several German OEMs and TIER1 in the development and industrialisation of high voltage vehicle batteries.

Due to the variety of potential damage mechanisms caused by particulate impurities, but also the component dimension, a rethink is necessary regarding the specification of cleanliness limits, the integral consideration of technical cleanliness in assembly, as well as the application of new extraction methods.
All OEMs are currently facing the challenge of bringing high-voltage vehicle batteries to series production readiness in a very short time. Due to the fact that battery technology is new territory for many companies and not yet an "everyday business", many internal questions regarding the economic implementation of the requirements regarding particulate contamination within assembly and logistics remain unanswered. CleanControlling therefore supports several OEMs and TIER1 in the development and industrialization of HV vehicle batteries to achieve a target-oriented, economical and stringent concept for the implementation of assembly processes, equipment and logistics with regard to technical cleanliness.
Assembly processes as generation and transfer mechanism of particulate impurities
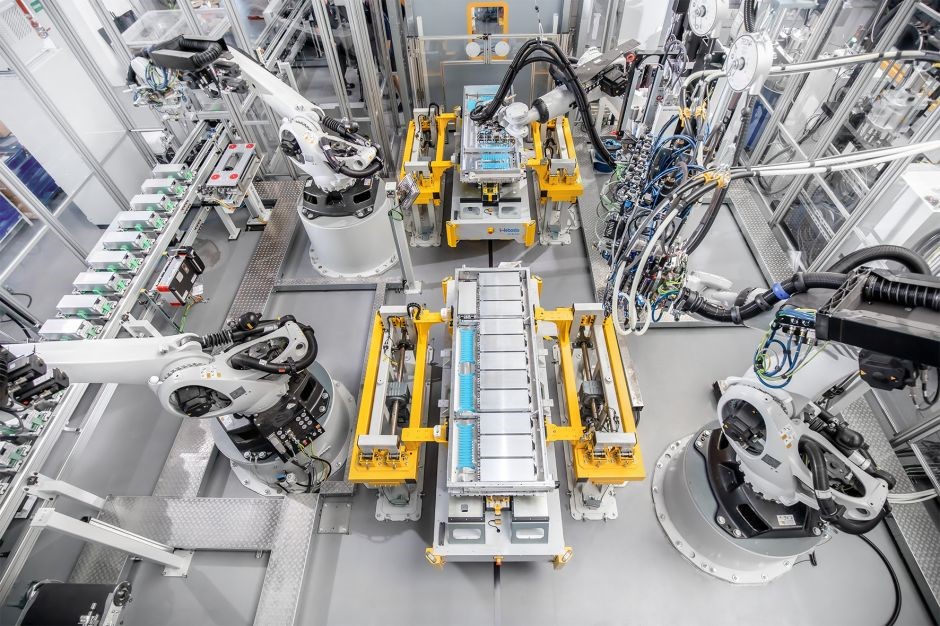
As already known from other product areas, in the field of battery technology, in addition to the incoming status of the components, the assembly has a significant influence on the purity of the product at sensitive areas. Due to the construction of modern HV-batteries in large-surface housings, there is a risk of entry through the environment, the equipment technology within the systems and also the processes themselves in almost all processes taking place inside.
In addition, processes such as flow hole forming, self-tapping or metric screw connections are frequently used, which themselves generate per se contamination, which in turn can exceed the set requirements.
An elementary important initial step is to plan the assembly sequence in such a way that such particle generating processes only take place at a time when the sensitive, particle critical areas are already closed or no longer accessible. For example, if possible, joining processes of signal plugs or high-voltage connectors (and thus the closing of the critical, electrical contact points) should take place before e.g. nearby screwing processes.
A very important aspect, which helps to limit the efforts within the assembly to an economical measure, is the maintenance of the orientation from the assembly of the battery to the vehicle. This means that during assembly, reworking, handling, logistics and transport, the battery is already in the vehicle position until it is installed in the vehicle and is no longer turned over. This ensures that any particles that may be present in the bottom area of the battery can no more be moved to sensitive areas within the battery. In combination, previously considered constructive particle pockets in the battery help to collect and concentrate contamination in non-critical areas.
This ensures that production-integrated cleaning measures and systems only have to be carried out shortly before the final sealing of the lid and only very locally and do not lead to the implementation of several, possibly redundant, cleaning processes.

Manual processes have a strong influence due to high variance
Particularly in manual assembly processes, which are necessary within the battery assembly, e.g. in the area of rework or the laying of cables, there is a risk of the entry and transfer of particles via humans. The hands play a major role in this respect. Therefore it is necessary to take organizational measures, such as suitable clothing concepts and change intervals, and to make sure that "clean" and "unclean" activities are strictly separated, e.g. by relocation to separate assembly stations, in order to prevent transmission. Due to the size of the battery systems, they are used as storage or support, especially for activities in the middle of the battery, and thus again represent a risk of transfer of particulate contamination from "unclean" to "clean" areas. From the point of view of equipment design, this should therefore be consistently prevented by covers, masking, ergonomic aids and also targeted glove cleaning systems.

Logistics in line with product and process
In addition to the direct assembly processes, it is also important that the logistics processes as well as the load carrier design are in line with the cleanliness requirements. Especially the inner packaging such as setting trays, foamed EPP trays, thermoforming sheets etc. should be designed in such a way that there is little risk of particle transfer due to minimal product-contacting surfaces. On the other hand, no particles that violate specifications should be generated in contact with the component. This is a challenge especially with relatively soft, foamed EPP trays, but can be significantly improved by local surface modification (e.g. by laser perforated foaming tools). The outer packaging has to meet the requirements of the environment. This means in total that they have to be designed very consciously so that no significant contamination of the production areas is to be expected and at the same time the products are not influenced when the packaging layers are opened.
Summary
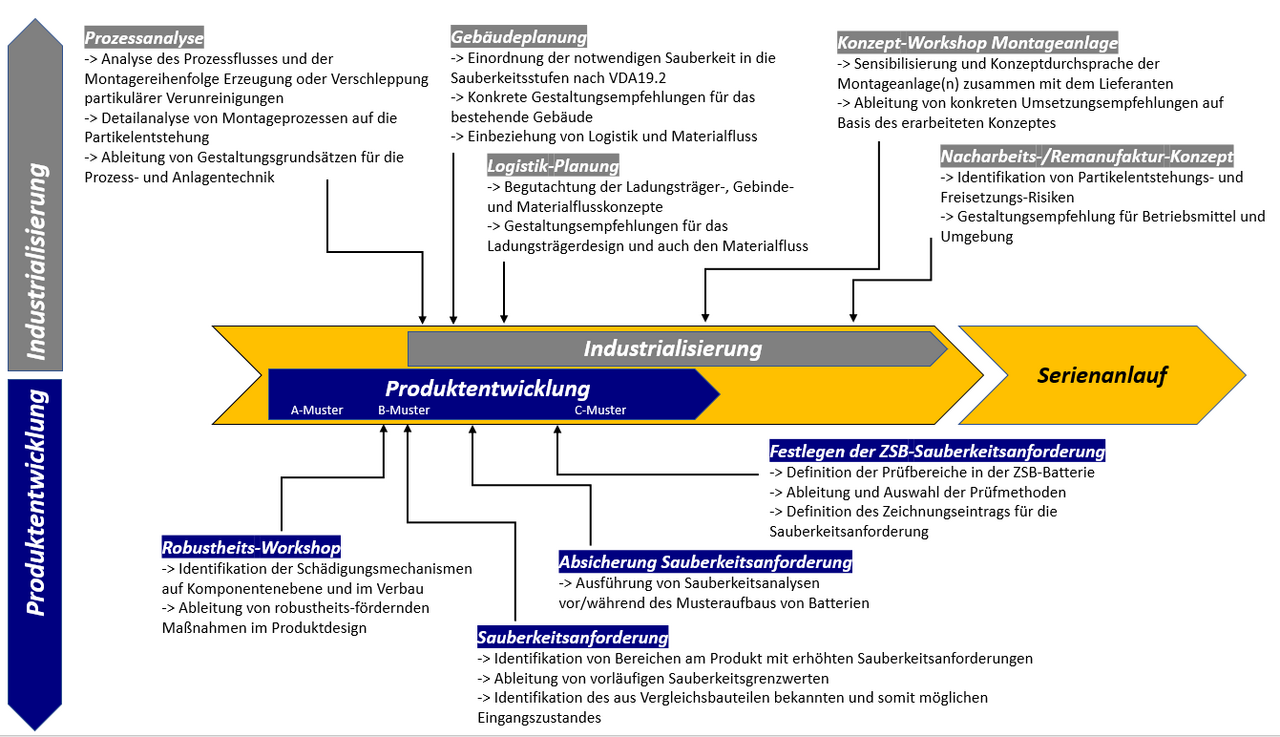
The experience from several projects for different manufacturers in the field of battery development and industrialization shows that it is very important to deal with the topic of technical cleanliness already in early sample phases in order to be able to establish a robust and economically acceptable cleanliness concept in the end.
The theoretical, but also application-oriented examination of the real requirements on the basis of the product design, as well as the derivation of concrete measures for the promotion of robustness (e.g. enlargement of air/creepage distances; formation of particle labyrinths; material adaptations; geometry optimizations; optimization of pin assignments, introduction of constructive particle sinks etc.) form the elementary basis for making the battery as far as possible "resistant" to particulate contamination! This concentrates and reduces the efforts and costs in all following processes up to serial production enormously.
By differentiating the requirements into several cleanliness areas and by considering the particle movement within the battery, it is further possible to define the cleanliness requirements explicitly for localized, sensitive areas with individual limit values. This makes holistic, uniform cleanliness limits superfluous and helps to specify components and assemblies based on their criticality and to obtain them at optimal costs.
Previous reports on this topic:
Newsletter registration