Herausforderung E-Mobilität: Transfer in die Montage – Maßnahmen zur sauberkeitsgerechten Montage von Hochvolt-Fahrzeugbatterien
CleanControlling unterstützte 2019 und 2020 mehrere deutsche OEMs und TIER1 bei der Entwicklung und Industrialisierung von Hochvolt-Fahrzeugbatterien.

Durch die Vielfalt der potentiellen Schädigungsmechanismen durch partikuläre Verunreinigungen, aber auch die Bauteildimension ist ein Umdenken bzgl. der Spezifikation der Sauberkeitsgrenzwerten, der integralen Betrachtung der technischen Sauberkeit in der Montage, wie auch die Anwendung neuer Extraktionsverfahren erforderlich.
Alle OEMs stehen derzeit vor der Herausforderung in sehr kurzer Zeit Hochvolt-Fahrzeugbatterien zur Serienreife zu bringen. Gerade aus der Tatsache heraus, dass die Batterietechnik für viele Firmen Neuland und noch kein „Alltagsgeschäft“ ist, bleiben intern viele Fragestellungen zur wirtschaftlichen Umsetzung der Anforderungen bezügliche partikulären Verunreinigungen innerhalb der Montage und Logistik noch unbeantwortet. CleanControlling unterstütze deshalb mehrere OEMs und TIER1 bei der Entwicklung und Industrialisierung von HV-Fahrzeugbatterien um ein zielführendes, wirtschaftliches und stringentes Konzept der Umsetzung der Montageprozesse, -anlagen und der Logistik hinsichtlich der Technischen Sauberkeit zu erlangen.
Montageprozesse als Erzeugungs- und Verschleppungsmechanismus von partikulären Verunreinigungen
Wie aus anderen Produktbereichen bereits bekannt, hat auch im Bereich der Batterietechnik, neben dem Eingangszustand der Komponenten, die Montage signifikanten Einfluss auf die Reinheit des Produktes an sensitiven Bereichen. Durch den Aufbau von modernen HV-Batterien in großflächigen Gehäusen besteht bei nahezu allen im Inneren ablaufenden Prozessen die Gefahr eines Eintrags durch die Umgebung, die Betriebsmitteltechnik innerhalb der Anlagen und auch der Prozesse selbst.
Hinzu kommt, dass hierbei sehr häufig Prozesse, wie z.B. fließlochformende-, selbst-furchende oder metrische Verschraubungen eingesetzt werden, welche selbst per-se Kontamination erzeugen, die wiederum die gesetzten Anforderungen übersteigen können.
Ein elementar wichtiger, initialer Schritt besteht hierbei darin die Montagefolge so zu planen, dass derartige partikelgenerierende Prozesse z.B. erst zu einem Zeitpunkt erfolgen, wenn die sensiblen, partikelkritischen Bereiche bereits verschlossen oder nicht mehr zugänglich sind. Beispielsweise sollten wenn möglich Fügevorgänge von Signal-Steckern oder Hochvolt-Verbindern (und somit das Verschließen der kritischen, elektrischen Kontaktierungsstellen) erfolgen bevor z.B. naheliegende Verschraubprozesse erfolgen.
Ein sehr wichtiger Aspekt, der dazu verhilft Aufwände innerhalb der Montage auf ein wirtschaftliches Maß zu begrenzen, ist das Aufrechterhalten der Orientierung von der Montage der Batterie bis ins Fahrzeug. Dadurch, sich die Batterie in der Montage, Nacharbeit, Handhabung, Logistik, Transport bis zum Verbau im Fahrzeug bereits in der Fahrzeuglage befindet und nicht mehr gewendet wird, wird erzielt, dass evtl. im Bodenbereich der Batterie vorhandene Partikel nicht mehr an sensible Bereiche innerhalb der Batterie bewegt werden können. In Kombination verhelfen vorab berücksichtigte konstruktive Partikelnester in der Batterie das gezielte Sammeln und Konzentrieren von Kontamination in unkritischen Bereichen.
Somit wird erreicht, dass produktionsintegrierte Reinigungsmaßnahmen und -systeme erst kurz vor dem finalen Verschließen des Deckels und nur sehr lokal getätigt werden müssen und nicht dazu führen mehrere, ggf. auch redundante, Reinigungsprozesse zu implementieren.

Manuelle Prozess haben durch hohe Varianz starken Einfluss
Gerade bei manuellen Montage-Prozessen, welche innerhalb der Batteriemontage z.B. im Bereich der Nacharbeit oder aber der Leitungsverlegung notwendig sind, besteht die Gefahr des Eintrags und Übertrags von Partikeln über den Menschen. Hierbei spielen die Hände eine maßgebliche große Rolle. Dadurch ist es notwendig neben organisatorischen Maßnahmen, wie geeigneten Bekleidungskonzepten und Wechselintervallen ein Augenmerkt darauf zu legen, dass „saubere“ und „unsaubere“ Tätigkeiten, z.B. durch Verlagerung an abgetrennte Montagestationen, strikt getrennt werden um einen Übertrag konsequent zu unterbinden. Aufgrund der Größe der Batterie-Systeme werden diese, gerade bei Tätigkeiten in der Mitte der Batterie, als Ablage oder Abstützung verwendet und bilden somit wiederum ein Risiko der Übertragung partikulärer Verschmutzung von „unsauberen“ in „saubere“ Bereiche. Dies sollte daher aus Sicht der Betriebsmittelgestaltung konsequent durch Abdeckungen, Maskierungen, Ergonomiehilfen und auch gezielten Handschuhreinigungssystemen unterbunden werden.

Die Logistik im Einklang mit Produkt und Prozess
Neben den direkten Montageprozessen ist es auch von Bedeutung, dass die Logistikprozesse wie auch die Ladungsträgergestaltung in Einklang mit den Sauberkeitsanforderungen stehen. Gerade die inneren Verpackungen wie Setz-Trays, geschäumte EPP Trays, Tiefziehfolien etc. sollten so gestaltet sein, dass durch minimale produktberührende Flächen nur wenig Gefahr eines Partikelübertrags besteht. Andererseits sollten im Kontakt mit dem Bauteil auch keine spezifikations-verletzenden Partikel generiert werden. Dies stellt insbesondere bei relativ weichen, geschäumten EPP-Trays eine Herausforderung dar die jedoch z.B. durch lokale Oberflächenmodifikation (z.B. durch laserperforierte Schäumwerkzeuge) signifikant verbessert werden kann. Die äußere Verpackung muss sich an den Anforderungen der Umgebung orientieren. Dies in Summe bedeutet, dass diese sehr bewusst gestaltet werden müssen, so dass keine maßgebliche Kontamination der Produktionsbereiche zu erwarten ist und gleichzeitig auch die Produkte beim Öffnen der Verpackungsschichten nicht beeinflusst werden.
Zusammenfassung
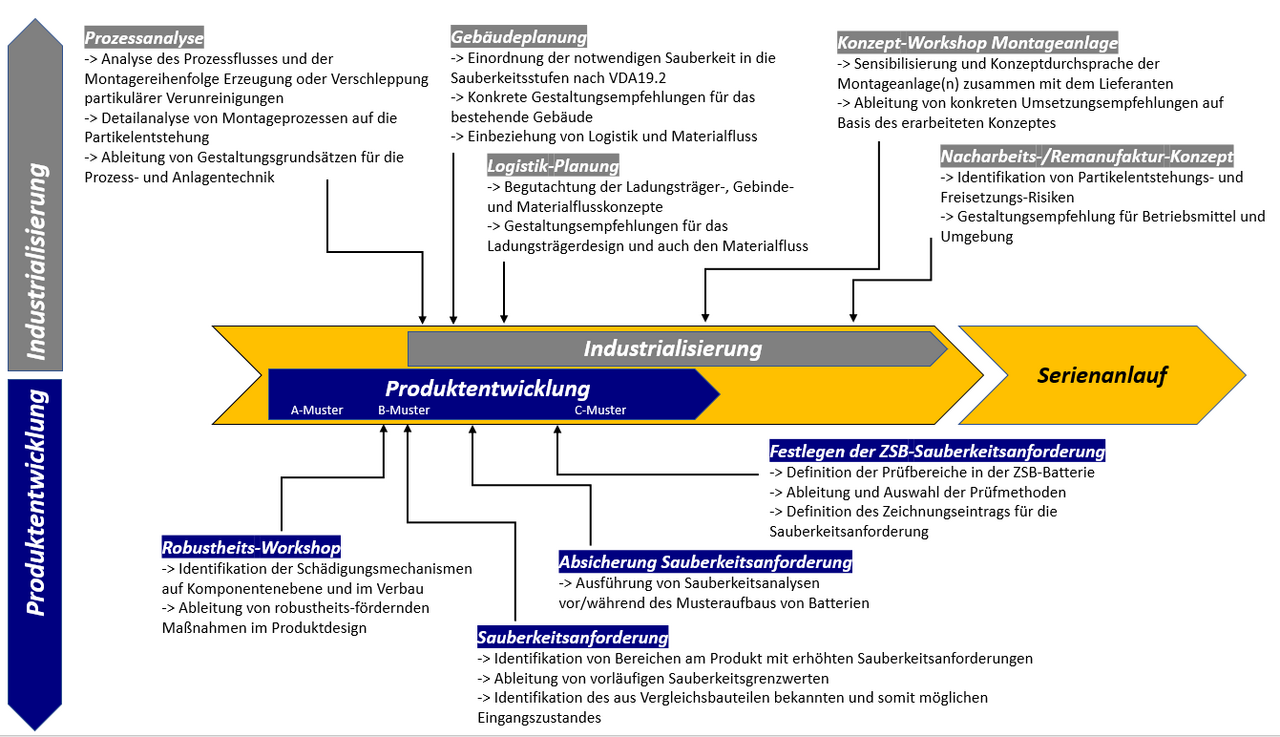
Durch die Erfahrung aus mehreren Projekten für unterschiedliche Hersteller im Bereich der Batterie-Entwicklung und Industrialisierung wird deutlich, dass es sehr wichtig ist sich bereits in frühen Musterphasen mit dem Thema Technische Sauberkeit zu befassen um am Ende ein robustes und wirtschaftlich tragbares Sauberkeitskonzept etablieren zu können.
Die theoretische, aber auch anwendungsnahe Auseinandersetzung mit den realen Anforderungen anhand des Produktdesigns, wie auch das Ableiten von konkreten Maßnahmen zur Robustheitsförderung (z.B. Vergrößerung von Luft-/kriechstrecken; Bildung von Partikel-Labyrinthen; Materialanpassungen; Geometrieoptimierungen; Optimierung von Pinbelegungen, Einbringen von konstruktiven Partikelsenken etc.) bilden die elementare Grundlage die Batterie weitestgehend gegenüber partikulären Verunreinigungen „resistent“ zu gestalten! Dies konzentriert und reduziert die Aufwände und Kosten in allen folgenden Prozessen bis zur Serienfertigung enorm.
Durch das Differenzieren der Anforderungen in mehrere Sauberkeitsbereiche und die Betrachtung von Partikelbewegung innerhalb der Batterie wird weitergehend ermöglicht die Sauberkeitsanforderungen explizit auf lokal eingegrenzte, sensible Bereiche mit individuellen Grenzwerten zu definieren. Dies macht holistische, einheitliche Sauberkeitsgrenzwerte überflüssig und verhilft Komponenten und Baugruppen anhand deren Kritikalität zu spezifizieren und kostenoptimal beziehen zu können.
Vorangegangene Berichte zu diesem Thema:
Newsletter Anmeldung